Heat Treating Systems
Automated Hardening And Press Quenching of Bearing Races Without Distortion
Improper shapes of bearing races force the spending of time and money for grinding those races into desired shape. This problem is being addressed by McGill Manufacturing Co., the bearing division of Emerson Power Transmission Corp., by an auto mated hardening and quenching technique developed by Sterling Technology Group, Royal Oak, MI (see Fig. 1).
Large bearing races are especially prone to go out of round or otherwise change shape during heat treating and quenching. This can cause many problems in the following operations, which basically involve grinding the bearing components round.
Considerably more stock is needed for the part to compensate for the grinding required to make it round again. Thus a system was sought to hold the parts round and flat while they are cooling, thereby reducing the amount of initial stock needed.
The method, a Sterling development which went into operation at McGill last fall, begins when a robot (Sterling Robotarm) picks up bearing races presented on a multi-row feed conveyor and loads them into a 24 inch wide cast belt hardening furnace (Atmosphere Furnace Co., Wixom, MI) through a slot door in the front endwall. The gantry type robot, Fig. 2, is servo-con trolled for speed and accuracy.
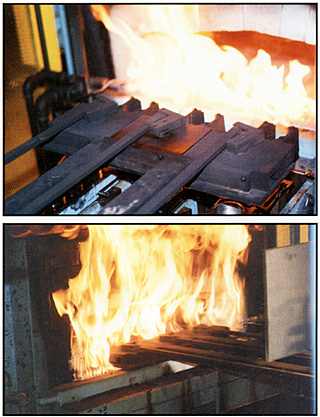
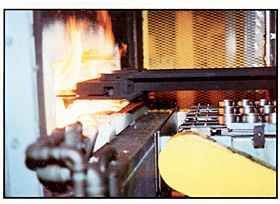
When the races are at temperature, they are moved out of the discharge end of the furnace and into a quench press (Sterling design—pat. pending). The transfer from the furnace to the quench press, with oil flowing, takes less than seven seconds. A high volume flow of quench liquid is uniformly directed all around both the internal and external surfaces of the races.
The quench press, Fig. 3 and 4, uses "range tooling," which in this instance controls roundness to within .005" indicator reading and flatness within .001". Unloading of the quench press is also handled by a robot (Sterling Robotarm).
Specific Cycle
The furnace time and temperature are basically dictated by the heat treating process for most general bearings. Austenitizing temperature is in the neighborhood of 1,500°F for 52100 or TBS-9 (similar to 52100) for example, but depends on the material. The only real adjustment is in the temperature. Everything else in the cycle remains the same.
Cycle time for this particular application is 72 seconds, but the system can handle cycle times as short as 20 seconds, depending on the wall thickness of the material being processed.
Flexibility of System
McGill generally produces bearing races for stock, with end users obtaining them from distributors and ware houses. However, if there is a special order, the system functions without need for changeover or different setup regardless of whether that order is for one part or 1,000 parts.
This flexibility is one of the key attractions of the system. In this instance, three parts ride side-by-side on the conveyor. For other applications up to six parts can be run, depending on the width of the convey or belt provided.
In this particular application, the parallel acting grippers of the robot's arm can pick up pieces ranging from 2 to 4.5 in. in diameter without any adjustments. Thus, McGill can easily run short batches of one specific race or long runs of varying size parts carried at the same time in different lanes of the conveyor. Now, three parts are treated at a time for each cycle.
Quality Control
Rockwell hardness testers are used for quality control. Hardness of bearing races are monitored as they come out of the fixture quench, before they go into the electric tempering furnace (400°F for 2 hr.) and also after they come out of the tempering furnace. Most bearings are specified for 56 to 64 Rockwell hardness—basically a good standard for their wear and longevity.

McGill also does destructive testing. Sample bearings are cut apart and checked under a microscope by a metallurgist. They are checked for excessive decarb on surface, retained austenite and the nature of the tempered martensite.
After a few months experience with the Sterling automation system, it is operating the cycles desired, producing parts that are round, and consistent.
This operation is really a continuous system. It doesn't have to be shut down, as long as there are parts to be run. One operator basically supervises the entire process, including Statistical Process Control (SPC) to monitor certain dimensional characteristics as well as hardness.